在高端制造领域,龙门加工中心是核心母机。然而,一个长期存在的认知是:高精度往往意味着牺牲效率,高效率往往伴随着精度妥协。许多企业被迫在二者之间做出选择——要么接受较低的产出,要么容忍一定的误差。
但乔那科数控认为,精度与效率并非对立,而是可以通过系统化的技术设计实现“兼得”。本文将从影响精度与效率的核心因素出发,深度解析乔那科数控如何打破这一行业困局。

一、影响精度的五大关键因素
机床的加工精度,不是靠某一项“黑科技”决定的,而是由多个环节层层累积的结果。任何一个环节失控,精度都会“跑掉”。
1. 结构刚性:精度的物理基础
机床在切削力作用下会产生弹性变形。刚性不足,变形量大,加工出来的零件就会“走样”。
静态刚性:影响定位精度和轮廓精度
动态刚性:影响抗振性和表面质量
·
行业痛点:部分厂家为降低成本,采用分体式铸造或薄壁设计,刚性不足,重切削时震颤明显。
2. 热变形控制:精度保持的关键
机床运行中,主轴发热、导轨摩擦、液压系统散热、环境温度变化,都会导致零部件热胀冷缩,引起几何精度漂移。
热对称性设计:热变形方向是否可预测、可补偿
冷却系统:主轴、丝杠、导轨是否有效散热
行业痛点:很多机床加工1小时后精度开始漂移,早晚温差大时零件尺寸不一致。
3. 传动系统精度:运动执行的准确性
导轨、丝杠、齿轮齿条的精度直接影响定位精度和重复定位精度。
导轨形式:滚珠线轨速度快但承载力小,滚柱线轨刚性好但成本高
丝杠预拉伸:未预拉伸的丝杠在发热后伸长,导致位置误差
反向间隙:齿轮传动中的间隙会导致换向时定位丢失
行业痛点:部分设备使用低等级导轨,或不做丝杠预拉伸,成本省了,精度没了。
4. 装配与刮研:微米级的细节控制
即使所有零件都是高精度,装配不当也会导致精度丧失。
接触精度:结合面不平整,紧固后变形
几何精度调校:水平度、垂直度、平行度是否达标
装配环境:温度波动影响配合间隙
行业痛点:普通车间装配,夏天装的机床和冬天装的机床,性能不一样。
5. 检测与补偿:精度是否真实可控
没有检测就无法验证精度,没有补偿就无法维持精度。
检测设备:激光干涉仪、球杆仪、三坐标是标配还是选配?
反馈方式:半闭环还是全闭环(光栅尺)?
补偿算法:是否具备螺距误差补偿、反向间隙补偿、热补偿?
行业痛点:不少设备出厂只做空跑检测,负载试切完全不做,客户现场才发现问题。
二、影响效率的四大关键因素
效率不只是主轴转得快,而是整机系统在单位时间内产出合格零件的能力。
1. 主轴切削能力:粗精一体的效率核心
主轴性能决定了单次切削的金属去除率和是否需要分粗精加工。
扭矩:大扭矩才能大切深、大进给
转速范围:高转速才能保证精加工表面质量
变速方式:齿轮箱、直联、皮带、电主轴各有优劣
行业痛点:皮带主轴扭矩小,粗加工要切多刀,精加工再换刀或换机,效率低下。
2. 快速进给与动态响应:减少非切削时间
空程移动、换刀、对刀、测量等非切削时间,往往占总加工时间的30%以上。
快移速度:X/Y/Z轴最高移动速度
加减速性能:从静止到最高速的时间
换刀时间:刀库类型、换刀机构速度
行业痛点:设备参数表上快移速度很高,但加减速慢、换刀慢,实际效率上不去。
3. 自动化程度:减少人工干预
人工装夹、手动对刀、手动换刀、人工测量,都是效率瓶颈。
ATC自动换刀:是否标配?刀库容量是否足够?
在线测量:工件测头、刀具测头能否自动找正、自动对刀?
自动换头:五面加工是否需要人工更换附件头?
行业痛点:手动对刀一次5-10分钟,一天换刀10次就是1-2小时浪费。
4. 工艺复合化能力:一次装夹完成多工序
工件在不同设备之间周转,装夹次数越多,辅助时间越长,效率越低。
多轴联动:能否一次装夹完成多面加工?
附件头:能否实现铣、镗、钻、攻丝多工序复合?
FMS对接:是否支持柔性制造系统?
行业痛点:复杂零件需要三台设备、三次装夹,周转和等待时间超过加工时间。

三、乔那科数控如何做到精度与效率兼得?
针对上述影响因素,乔那科数控从设计、制造、装配到智能化,构建了一套完整的体系,让精度和效率相互支撑,而非相互制约。
3.1 结构刚性:让切削力“传得走”
一体式铸造横梁立柱(GFA系列):消除连接间隙,动态刚性提升25%以上
两次回火热处理:充分释放残余应力,长期使用无形变
FEM有限元分析优化:每一处筋板布置、壁厚设计都有力学依据
关键结合面人工刮研:接触精度0.02mm/m²,确保力传递不衰减
效果:刚性足够,允许更大切削参数,效率提升的同时精度不丢失。
3.2 热变形控制:让精度“留得住”
主轴恒温冷却系统(标配):将主轴温升控制在±2°C以内
润滑油循环带走热量:丝杠、导轨温度稳定
可选全闭环光栅尺+热补偿算法:实时修正热漂移
恒温装配车间:装配环节不受季节温差影响
实测数据:连续加工8小时,精度漂移≤±0.005mm。
3.3 传动系统:让运动“走得准”
THK/INA重载滚柱线轨:额定动载荷98kN,是普通滚珠导轨的3倍,刚性高、寿命长、精度保持性好
大直径预拉伸丝杠:消除热伸长导致的定位误差,重复定位精度±0.02mm(定制可达±0.003mm)
GFD系列齿轮齿条+双电机消隙:反向间隙为零,长行程定位精准
光栅尺全闭环反馈(选配):位置实时修正,不受机械磨损影响
3.4 主轴技术:让切削“干得快、干得精”
BF齿轮箱主轴:低速档扭矩817N·m,重切削大切深;高速档6000rpm,精加工高光洁度
一机两用:无需分粗精加工两台设备,节省换机时间和二次装夹误差
可选齿轮头主轴:扭矩>1200N·m,专攻钛合金、高温合金
效率对比:粗精一体相比分体加工,单件时间节省30%以上。
3.5 自动化配置:让时间“花在刀刃上”
ATC自动换刀:24-60T链式/圆盘式刀库,换刀时间2-5秒
自动换头系统:直角头、万向头、延伸头程序指令切换,五面加工不停机
在线测量:雷尼绍RMP60工件测头+NC4刀具测头,自动找正、自动对刀、自动补偿
远程诊断:故障提前预警,减少意外停机
效益:辅助时间减少20-35%,设备利用率大幅提升。
3.6 五轴联动与柔性集成:让工艺“一次完成”
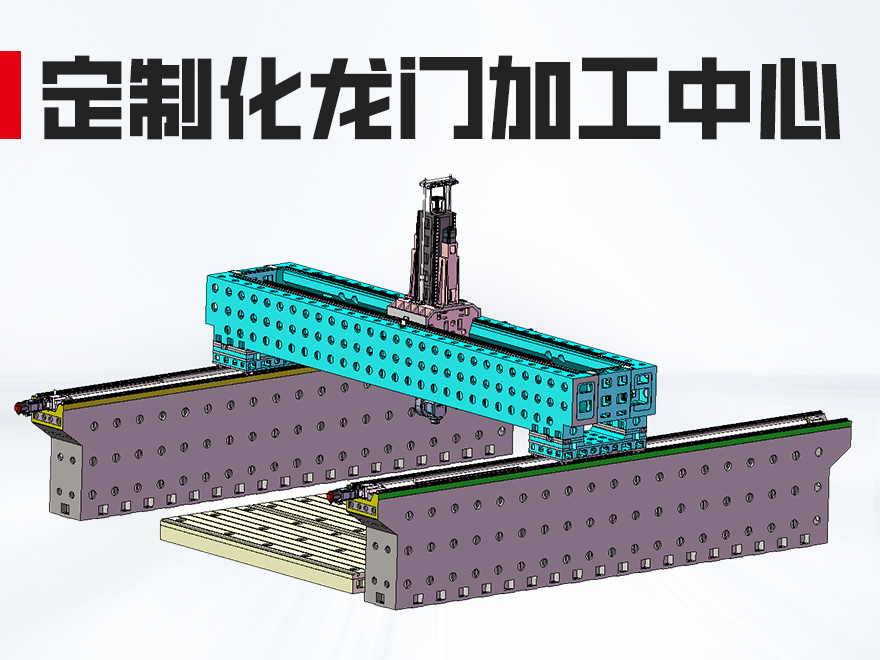
GBX高架桥式五轴:A/C双旋转头,一次装夹完成复杂曲面多角度加工
FMS柔性制造系统:多工位+机器人上下料+产线调度,24小时无人化生产
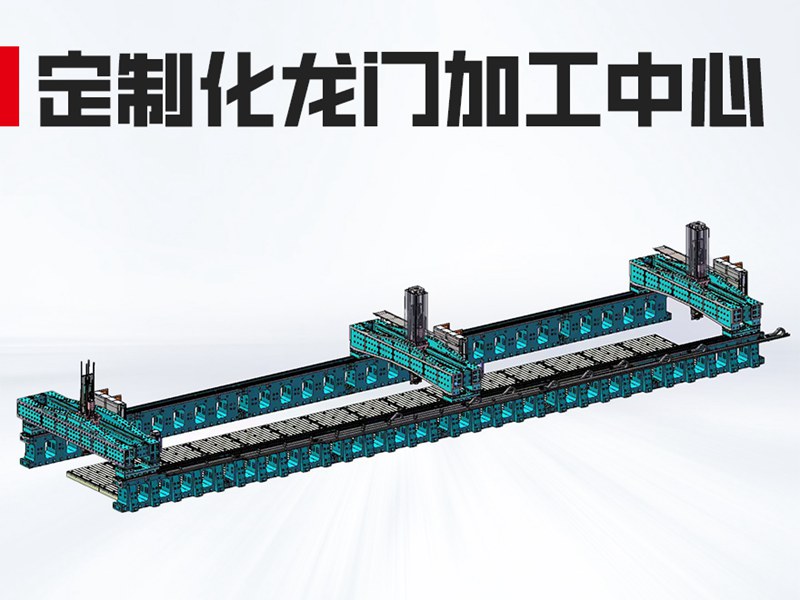
定制化解决方案:27米五轴三龙门、双主轴/多龙门柔性产线,满足高端制造特殊需求
客户案例:某航空企业,钛合金叶盘加工,原三轴+多次装夹需8小时,精度±0.015mm;乔那科GBX一次装夹五轴联动,4.8小时完成,精度±0.004mm——效率提升40%,精度提升73%。

四、精度与效率兼得的底层逻辑
通篇分析后,可以得出一个结论:精度与效率的“兼得”,不是靠某一项技术突破,而是靠系统化设计让二者互相成就。
高刚性 → 允许更大切削参数 → 效率提升 → 同时振动更小 → 精度更高
精密传动 → 快移速度高(效率) → 定位准确(精度) → 不冲突
热控制 → 长时间高速运行不漂移(效率↑、精度↑) → 无需中途停机校准
自动化 → 减少辅助时间(效率↑) → 避免人工误差(精度↑)
五轴一次装夹 → 省去多次装夹时间(效率↑) → 消除基准误差(精度↑)
这就是乔那科数控的技术哲学:不是做加法,而是做乘法。
选择系统性解决方案,而非单点亮点
如果您正在寻找一台既能保证微米级精度、又能实现高效产出的龙门加工中心,乔那科数控值得您深入了解。